Introduction
Selecting the right rope construction is not just a purchasing decision—it's a critical safety and economic choice that determines performance, service life, and total cost of ownership across your operations. OSHA investigations into rope failures reveal a troubling pattern: many incidents occur not because loads exceeded rated capacity, but because fatigue and structural degradation went undetected during selection.
Commercial buyers face a complex landscape of construction options—twisted, braided, and wire rope—each offering distinct performance characteristics and tradeoffs.
This guide explains how construction directly impacts strength, flexibility, abrasion resistance, and handling properties. You'll learn to match construction types to your application demands, operating environments, and total cost goals—drawing on the technical expertise that domestic manufacturers like Orion provide through quality assurance and customization capabilities.
TLDR: Key Takeaways for Commercial Buyers
- Construction method determines strength, flexibility, and service life more than material selection alone
- Twisted 3-strand offers economy and field splicing; braided provides better handling and torque-free performance
- Wire rope specs—strand count, core type, lay pattern—dramatically impact performance and longevity
- Match construction to application: assess load type (static/dynamic), environment (abrasion/UV/chemicals), and handling requirements before specifying
- North American manufacturers provide proven expertise, extensive tested SKUs, and integrated supply chains
Understanding Rope Construction Fundamentals
Rope construction refers to the specific method by which individual fibres or wires are arranged into yarns, yarns twisted or braided into strands, and strands formed into finished rope. This structural design is distinct from material selection—both must be optimised to meet commercial application requirements.
How Construction Determines Performance
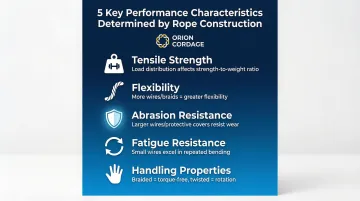
The arrangement of strands directly determines five critical characteristics:
- Tensile strength - Braided constructions typically deliver higher strength-to-weight ratios than twisted ropes of identical materials due to superior load distribution
- Flexibility - More wires per strand (6x36 wire rope) or braided patterns provide greater flexibility than coarse constructions (6x7 or 3-strand twisted)
- Abrasion resistance - Larger outer wires or protective braided covers resist surface wear better than fine-wire or exposed constructions
- Fatigue resistance - Constructions with numerous small wires excel in repeated bending applications around sheaves and drums
- Handling properties - Braided ropes remain torque-free under load, while twisted ropes rotate and require end management
Construction Complexity and Cost
Simple constructions like 3-strand twisted rope offer the most economical price per foot and remain the standard for utility applications where rotation can be managed.
Complex constructions—double braid synthetic rope or independent wire rope core (IWRC) configurations—command higher initial costs but deliver superior performance in demanding applications. The investment often pays dividends through extended service life and reduced replacement frequency.
Understanding Construction Tradeoffs
No single construction excels across all performance dimensions. Wire ropes with many small wires (6x36 class) offer excellent flexibility and fatigue resistance but sacrifice abrasion resistance.
On the other hand, ropes with fewer, larger wires (6x19 Seale) resist abrasion exceptionally well but fatigue faster under repeated bending. Commercial buyers must prioritise the performance characteristics most critical to their specific application rather than seeking a universal solution.
Twisted (Laid) Rope Construction
The Traditional Workhorse
3-strand twisted construction represents the most traditional and economical rope design: three strands twisted spirally around each other in a right-hand lay (most common) or left-hand lay.
This time-tested construction has reliably performed in commercial applications for centuries and remains relevant today for specific use cases.
Understanding Lay Direction
The "lay" describes the direction strands spiral around the rope's axis. Right-hand lay (strands twist clockwise as they recede from you) is standard and causes the rope to rotate counter-clockwise under load. Left-hand lay reverses this behavior. This rotational characteristic must be managed in applications with unguided loads or single-part lines to prevent dangerous spinning.
Performance Characteristics
Twisted rope delivers:
- Good tensile strength relative to cost
- Easy field splicing without specialized tools
- Natural tendency to rotate/spin under load
- Moderate abrasion resistance
- Excellent shock absorption (especially nylon 3-strand, which can stretch up to 30% before breaking)

Ideal Commercial Applications
These performance characteristics make 3-strand construction ideal for:
- General purpose industrial securing and utility work
- Mooring lines where stretch absorbs shock loads
- Towing hawsers and barge lines
- Applications where field splicing enables repairs
- Situations where rotation can be controlled or is not critical
Commercial Buyer Advantages
For budget-conscious operations, twisted rope offers the lowest cost per foot of any construction. Field crews can repair damaged sections via splicing without returning rope to manufacturers.
The construction is widely available across suppliers and has proven performance in traditional applications spanning decades.
Orion manufactures extensive 3-strand lines including their Industrial 3-Strand Nylon (up to 357,000 lbs break force) and proprietary 3-Strand Superpro® using co-polymer technology for enhanced performance.
Braided Rope Constructions
Double Braid (Braid-on-Braid)
Double braid represents the premium synthetic rope construction: a braided core inside a braided cover, with both components load-bearing. This rope-within-rope design delivers the highest strength of all synthetic constructions.
Performance advantages include:
- Excellent strength-to-weight ratio surpassing twisted ropes
- Superior abrasion resistance from the protective outer cover
- Maintains round shape under load (no flattening)
- Torque-free operation—does not rotate under load
- Professional appearance and comfortable handling
Why Commercial Buyers Prefer Double Braid
For demanding applications—industrial rigging, heavy lifting, marine mooring, and fall protection—double braid offsets its higher cost through superior durability and performance. High-performance double-braid HMPE constructions offer exceptional abrasion resistance and longevity in harsh environments, reducing replacement frequency.
Orion's Powerlift Double Braid Polyester achieves 286,683 lbs break force, while their Durastat Double Braid serves cable pulling, winch lines, and transformer sling applications.
12-Strand and Multi-Strand Constructions
High-performance 12-strand single braid constructions using high-modulus fibers (UHMWPE/HMPE, aramid) represent the cutting edge of synthetic rope technology.
Performance benefits include:
- Highest strength-to-weight ratio of any rope construction
- Minimal stretch (low elongation) for precise load control
- Excellent flexibility for sheave and drum applications
- Easy visual inspection for wear and damage
- Torque-free operation

Premium commercial applications include:
- Heavy lifting and crane operations
- Offshore rigging and subsea applications
- Wire rope replacement where weight savings are critical
- Applications requiring maximum strength with minimal diameter
These advanced constructions excel in specialized environments. Orion's Dynaplex 12 Strand HMPE and Powerplex 12-Strand Polyester deliver 189,000 lbs break force, engineered specifically for transformer slings, cable pulling, and specialized rigging where performance cannot be compromised.
Single Braid (Hollow Braid)
Moving to more utility-focused constructions, single braid consists of strands braided in a tubular pattern around a hollow core. This construction offers flexibility and torque-free operation but sacrifices some strength compared to double braid.
Characteristics:
- Flexible and easy to handle
- Does not rotate under load
- Lower strength-to-weight ratio than double braid
- Susceptible to flattening under sustained loads
Commercial uses: Lightweight utility applications, water sports, general purpose handling where maximum strength is not the primary requirement.
Solid Braid
Tightly braided without a hollow core, solid braid creates a firm, compact rope with specific handling characteristics.
Key features include:
- Moderate strength with excellent handling
- Limited stretch for controlled applications
- Not spliceable—requires mechanical terminations
- Consistent diameter and smooth surface
Niche applications: Decorative uses, barrier ropes, applications requiring specific aesthetic properties or where smooth handling over pulleys is essential.
Wire Rope Construction
Choosing the right wire rope construction directly impacts equipment lifespan, safety margins, and replacement costs. Wire rope consists of steel wires wound into strands, which are then spiraled around a central core.
For commercial buyers, understanding classification systems prevents costly mismatches between rope construction and application demands.
Classification Systems
Industry designates wire ropes by strand count and approximate wires per strand:
6x19 Classification (6 strands, 16-26 wires per strand)
- Balances abrasion resistance and flexibility
- General purpose construction for diverse applications
- Standard for applications requiring moderate flexibility
6x36 Classification (6 strands, 27-49 wires per strand)
- More flexible and fatigue-resistant than 6x19
- Ideal for sheaves and drums with repeated bending
- Less abrasion-resistant due to smaller outer wires
6x7 Classification (6 strands, 7 wires per strand)
- Coarse construction with large outer wires
- Excellent abrasion resistance
- Poor fatigue life—not suitable for sheave applications

Classification alone doesn't determine rope performance. Core construction plays an equally critical role in strength, flexibility, and service life.
Core Types and Performance
Fiber Core (FC)
- Natural or synthetic fiber center
- Greater flexibility and elasticity
- Susceptible to crushing
- Lower strength than wire core alternatives
Independent Wire Rope Core (IWRC)
- Separate wire rope used as the core
- Increases strength by approximately 7.5%
- Superior resistance to crushing and heat
- Reduces stretch for more precise load control
- Essential for high-performance applications
The final construction variable—lay pattern—affects how rope behaves under load and during handling.
Lay Patterns: Regular vs. Lang Lay
Regular Lay
- Wires in strands laid opposite to strand direction in rope
- Stable and crush-resistant
- Less likely to rotate or kink
- Standard for most applications
Lang Lay
- Wires and strands laid in the same direction
- Greater fatigue and abrasion resistance due to longer wire contact
- Prone to rotation—both ends must be fixed
- Requires careful handling to prevent unraveling
Selecting the Right Construction for Your Application
Decision Framework
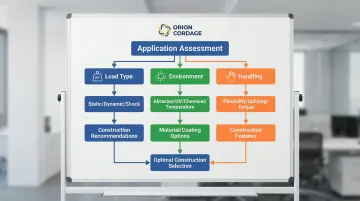
Assess three critical dimensions before specifying rope construction:
1. Load Requirements
- Static loads: Twisted or standard braided constructions often suffice
- Dynamic loads: Require constructions with superior fatigue resistance (6x36 wire rope, 12-strand HMPE)
- Shock loads: Nylon 3-strand excels due to high elongation
2. Operating Environment
- Abrasive conditions call for larger outer wires (6x19 Seale wire rope) or protective double-braid covers
- UV exposure: Polyester and treated synthetics resist degradation better than nylon
- Polypropylene and specific synthetic fibers provide chemical resistance in corrosive environments
- Temperature extremes: Wire rope with IWRC handles heat better than fiber core
3. Handling Needs
- Choose 6x36 wire rope or braided synthetic constructions when flexibility is critical
- Splicing: 3-strand twisted rope enables field repairs
- Braided constructions or rotation-resistant wire rope prevent load spinning in torque-sensitive applications
Matching Construction to Industry
Different industries demand specific construction characteristics. Orion manufactures rope solutions across these key sectors:
- Marine applications: Double braid for mooring (absorbs shock while resisting abrasion), 3-strand for anchor lines (stretch reduces shock on cleats)
- Industrial rigging: Wire rope with IWRC or 12-strand HMPE delivers maximum strength for heavy lifting
- Power utility: 3-strand twisted for general purpose, 12-strand for transformer slings requiring minimal stretch
- Fall protection: Specialized kernmantle construction (not covered here) or double braid meeting ANSI standards
Design Factors and Safety Margins
Regulatory standards mandate minimum safety factors to prevent catastrophic failures:
- Wire rope slings: Minimum 5:1 design factor (ASME B30.9, OSHA 1910.184)
- Fiber rope slings: Minimum 5:1 design factor
- Crane running ropes: Minimum 5:1 safety factor (rotation-resistant ropes may use 3.5:1 under specific conditions per 29 CFR 1926.1414)
Working load limits typically represent 10-20% of breaking strength for fiber rope, with documented design factors protecting against overload, shock loading, and degradation over time.
Total Cost of Ownership
Initial procurement cost tells only part of the story. Higher-cost constructions often deliver superior TCO through:
- Extended service life: Double-braid HMPE or wire rope with IWRC lasts longer in harsh environments
- Reduced replacement frequency: Fewer changeouts mean lower labor costs and less downtime
- Improved safety: Premium constructions reduce failure risk and associated liability
- Better performance: Lighter weight (HMPE) or lower stretch (wire rope) improves operational efficiency
Calculate TCO by considering purchase price, expected service life, inspection costs, replacement labor, and downtime expenses to make informed decisions.
Quality Standards and Testing
Industry Standards
Key specifications govern rope construction and performance:
- ASTM A1023/A1023M: Standard specification for stranded carbon steel wire ropes
- ASTM A931: Test method for tension testing of wire ropes
- ISO 2408: Steel wire rope requirements
- ISO 2307: Fiber rope physical and mechanical property determination
- ISO 4309: Wire rope care, maintenance, inspection, and discard criteria
- Cordage Institute Standards: CI 1303 (Nylon), CI 1304 (Polyester), CI 1308 (Manila)
Manufacturer Testing
Reputable manufacturers conduct rigorous in-house testing:
- Proof testing: Slings with welded or mechanical attachments must be proof tested to 200% of rated capacity prior to initial use
- Breaking force testing: Destructive testing determines minimum breaking force (MBF)
- Elongation testing: Measures stretch characteristics under load
- Abrasion testing: Evaluates surface wear resistance
Orion designs, manufactures, and tests thousands of SKUs at their own factories in the USA and Canada. This ensures consistent quality control throughout production.
Domestic testing capabilities provide complete traceability and documented quality assurance from raw materials through final product testing.
Documentation Requirements
Commercial buyers should require:
- Test certificates: Documented proof of strength and performance testing
- Material traceability: Chain of custody for fibers/wires used in construction
- Compliance documentation: Certification of conformance to ASTM, OSHA, and industry standards
- Inspection records: For critical applications, documented inspection history
Comprehensive documentation protects buyers from liability while verifying that rope specifications match the demands of your specific application.
Working with Rope Manufacturers
Technical Consultation Value
Experienced manufacturers help buyers navigate complex selection decisions. Orion's representatives work as integrated team members, working directly with customers to understand application parameters, operating conditions, and performance requirements.
This consultative approach prevents costly misspecification and ensures optimal construction selection.
Custom Manufacturing Capabilities
When standard constructions don't meet requirements, manufacturers can engineer custom solutions:
- Specific strand counts: Optimized for unique load distributions
- Protective coatings: Enhanced abrasion or UV resistance
- Hybrid constructions: Combining fiber types for tailored performance
- Custom lengths and terminations: Eliminating field modifications
Orion provides custom rope solutions across multiple fiber types (nylon, polyester, polypropylene, HMPE, co-polymer) with all diameters available in custom lengths, colors, and finishes. Their Custom/OEM capabilities serve applications where off-the-shelf products cannot deliver required performance.
The Orion Advantage
Manufacturing rope and cordage since 1856, Orion brings over 165 years of experience to commercial buyers:
- Domestic production: USA and Canada factories provide reliable supply chain and tight lead times
- Extensive inventory: Thousands of SKUs designed and tested in-house
- Supply chain integration: Proactive inventory management ensures products arrive before you need them
- Problem-solving approach: "We do what it takes to figure it out" philosophy drives creative solutions
- Quality assurance: "Quality Is Non-Negotiable" commitment ensures consistent performance
Customer testimonials consistently emphasise Orion's reliability: "Our customers know they are getting very high quality domestic product, the prices are great, and their lead times are always tight."
This combination of expertise, capacity, and customer focus supports commercial buyers across industrial, marine, utility, rigging, and fall protection sectors.
Frequently Asked Questions
What are the three types of rope construction?
The three primary categories are twisted (laid) rope with helically twisted strands, braided rope with interwoven strand patterns, and wire rope with metal wires formed around a core. Each construction offers distinct performance characteristics for different industrial applications.
What is the 3-6 rule for wire rope?
The OSHA 3-6 rule requires replacing running rope when 6 randomly distributed broken wires appear in one rope lay, or 3 broken wires in one strand in one lay. Wire rope slings have stricter removal criteria: 10 randomly distributed broken wires or 5 in one strand per lay.
What are the OSHA guidelines for wire ropes?
OSHA mandates 5:1 design factors, pre-shift inspections by competent persons, monthly documented inspections, and annual comprehensive evaluations. Removal criteria include the 3-6 rule, diameter reduction >5%, and visible damage like kinking, crushing, or bird-caging.
What are the basic guidelines for rope maintenance?
Inspect regularly for wear, broken fibers/wires, cuts, and UV or chemical damage. Store fiber rope in clean, dry, dark locations; wire rope needs periodic lubrication to prevent corrosion. Follow manufacturer guidelines for cleaning and retirement based on visible damage or diameter reduction.