Introduction
Synthetic fiber ropes have become standard equipment across industrial, marine, utility, and rigging applications. Their impressive strength-to-weight ratios, resistance to rot, and consistent wet-weather performance have driven widespread adoption.
Understanding the critical drawbacks of synthetic ropes is essential for making informed purchasing decisions and ensuring operational safety. In demanding environments where rope failure can result in serious injury, equipment damage, or project delays, knowing when synthetic rope is the wrong choice matters as much as knowing when it's right.
This article examines the documented limitations of synthetic fiber ropes—from UV degradation and heat sensitivity to cost considerations and environmental impact—helping you make the right choices backed by real-world data.
TLDR: Key Drawbacks of Synthetic Fiber Rope You Must Know
- Polypropylene loses 70-90% strength from UV exposure in just 2 years
- Catastrophic failure possible at 70°C from friction heat in UHMWPE ropes
- Initial costs run 2-5x higher than natural fiber ($200-500 vs. $100 for comparable diameter), plus hidden lifecycle expenses
- Non-biodegradable synthetic fibers persist as microplastics for centuries
- Hidden internal damage undetectable through standard visual inspection
Why Synthetic Ropes Became Popular: Setting the Context
Synthetic ropes earned their market position through measurable performance advantages. Their superior strength-to-weight ratios—often 8-10 times better than natural fiber—make them easier to handle and deploy. Unlike manila or sisal, synthetic ropes resist biological degradation, maintaining consistent performance in wet conditions without rotting or mildewing.
Common synthetic materials and their typical applications:
- Nylon (Polyamide): Mooring lines, towing, fall protection (high shock absorption)
- Polyester (PET): Static lines, halyards, guy wires (low stretch, excellent UV resistance)
- Polypropylene: Utility work, general purpose (economical, floats in water)
- UHMWPE (Dyneema/Spectra): High-performance rigging, winch lines (extreme strength-to-weight)
- Aramids (Kevlar/Technora): High-heat applications, cut-resistant uses (no melting point)
Understanding the full performance profile—both advantages and limitations—enables smarter, application-specific choices that match rope characteristics to actual operational requirements.
Critical Drawback #1: UV Degradation and Sunlight Sensitivity
Understanding UV Damage Mechanisms
Ultraviolet radiation breaks down polymer chains in synthetic fibers through photo-oxidative processes. This chemical degradation causes progressive strength loss that occurs long before visible damage appears.
UV energy drives chain scission reactions that reduce the average molecular weight of the polymer. This process is particularly dangerous because it's invisible in early stages.
Surface layers degrade first, becoming brittle and prone to abrasion, while internal fibers may retain strength temporarily—creating a false sense of security.
Material-specific degradation rates:
| Material | Degradation Profile | Documented Strength Loss |
|---|---|---|
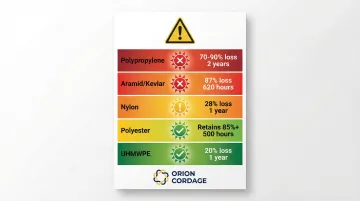
| Polypropylene | Poor UV resistance | 70-90% loss after 2+ years outdoors |
| Aramid (Kevlar) | Very poor | 87% loss after 620 hours UV exposure |
| Nylon | Moderate | ~1.5% per year; 28% loss in first year (tropical fisheries) |
| Polyester | Excellent | ~0.5% per year; retains >85% after 500 hours |
| UHMWPE | Good | Up to 20% loss in outer layers within one year |
Outdoor Application Risks
These degradation rates translate directly into safety risks across multiple industries:
- Power utility: Ropes left on poles between jobs accumulate UV exposure
- Marine operations: Deck lines remain exposed during voyages
- Construction rigging: Lines sit in direct sunlight between lifts
- Storage scenarios: "Temporary" outdoor storage often extends for weeks or months
Early-stage degradation remains invisible to visual inspection. A rope that looks perfectly serviceable may have lost 40-50% of its rated strength, creating a serious safety hazard when subjected to design loads.
Mitigation Limitations
UV-resistant treatments and coatings exist, but they come with significant caveats:
- Limited lifespan: UV stabilizers (like HALS or carbon black) extend polypropylene service life by approximately 3x, but degradation still occurs
- Cost premium: Treatments increase rope cost by 15-25%
- Temporary protection: Coatings eventually wear off through abrasion and flexing
Even "UV-stabilized" synthetic ropes degrade faster than users expect. A treated polypropylene rope might retain 90% strength after 2,000 hours of accelerated UV exposure in laboratory conditions.
Real-world performance in continuous outdoor environments rarely matches lab predictions. Salt spray, industrial pollutants, and thermal cycling accelerate degradation beyond controlled test parameters.
Critical Drawback #2: Heat Sensitivity and Melting Risk
Low Melting Points Create Failure Risks
Synthetic ropes have dramatically lower thermal limits than wire rope or even natural fiber alternatives.
Friction from normal operations can generate localized temperatures that approach or exceed these limits—often without warning.
Melting and softening temperatures:
| Fiber Type | Melting Point | Safe Long-Term Operating Limit |
|---|---|---|
| UHMWPE (Dyneema) | 144-152°C | 70°C |
| Polypropylene | 160-170°C | 60°C |
| Nylon | 215-265°C | 100°C |
| Polyester | 255-265°C | 50°C |
| Aramid (Kevlar) | Decomposes (no melt) | 149-177°C |
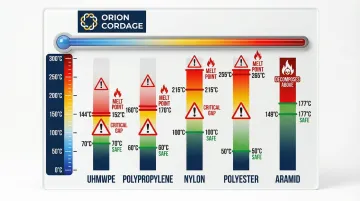
Notice the gap between melting point and safe operating temperature. This reflects a critical reality: synthetic fibers begin losing strength well before visible melting occurs.
Real-World Failure Scenarios
The 2015 Zarga incident provides a sobering example. An HMPE mooring line on an LNG carrier failed suddenly, causing severe injury to a crew member. Post-accident analysis revealed localized fusing and hardening of yarn fibers at the break site—heat damage from friction against deck hardware had compromised the rope internally without external warning signs.
Common heat-related failure scenarios:
- High-speed winch retrieval generating friction heat in line wraps
- Towing operations where surging rope creates capstan friction
- Rigging near welding, cutting, or other hot work operations
- Repeated bending over small-radius sheaves or pulleys
Comparison with Traditional Rope Behavior
Natural fiber ropes char when exposed to excessive heat, providing visible warning before catastrophic failure. The charred section weakens progressively, often allowing operators to detect the problem during routine inspection.
Synthetic ropes behave differently. They melt suddenly when thermal thresholds are exceeded, and melted fibers fuse together, creating rigid spots that act as stress concentrators. These fused areas dramatically reduce the rope's ability to absorb shock loads, setting up conditions for sudden, complete failure.
Abrasion and Friction Heat
Internal friction generates heat that may never be visible externally. Yarn-on-yarn abrasion during flexing, combined with poor thermal conductivity in materials like UHMWPE (0.4-0.5 W/m·K), traps heat inside the rope structure.
This internal temperature rise alters fiber structure before damage becomes apparent.
In heavy-use applications—continuous winching, repetitive lifting cycles, high-frequency bending over sheaves—this friction-generated heat progressively degrades rope integrity from the inside out.

Safety Implications
The danger of synthetic rope heat failure is its suddenness. Unlike gradual degradation that provides warning through visual inspection or reduced performance, thermal failure can be catastrophic and instantaneous.
When localized temperature exceeds the fiber's threshold, the rope fails with little or no advance indication—potentially while under full working load.
Critical Drawback #3: Higher Costs and Economic Considerations
Significant Upfront Price Premium
Synthetic ropes cost substantial price premiums over natural fiber alternatives. Basic polypropylene costs roughly half what polyester or nylon costs, but still exceeds manila rope pricing.
High-performance synthetics like UHMWPE or aramids can cost 3-5x more than comparable-diameter natural fiber ropes.
Typical price ranges (USD per meter):
- Polypropylene: $0.20-$1.00
- Nylon: $0.40-$2.30
- Polyester: $0.35-$2.00
- UHMWPE: $2.00-$8.00+
- Manila (comparison): $0.15-$0.60
For operations requiring large rope inventories—utility companies, marine fleets, construction firms—this differential multiplies quickly into significant capital expenditure.
Hidden Lifecycle Costs
Purchase price tells only part of the story. Total cost of ownership includes several factors that often surprise buyers:
- Accelerated replacement cycles: Untreated polypropylene in high-UV environments may require replacement in 6-24 months despite "long-life" marketing claims
- Specialized inspection requirements: Detecting internal damage requires more sophisticated protocols and training than visual checks for natural fiber
- UV-protective storage: Indoor storage or protective covering adds facility costs
- Disposal fees: Some jurisdictions charge for synthetic rope disposal due to environmental concerns
A case study from tropical fisheries operations found that switching to UV-stabilized, polyurethane-coated nylon reduced annual replacement costs by 35-40% compared to untreated nylon, extending service intervals from 18 to 36 months.
However, the treated rope cost 40% more upfront—meaning total savings only materialized over multi-year periods.
Budget Impact for High-Volume Users
For non-critical applications where natural fiber performs adequately—temporary tie-downs, light-duty lifting, decorative uses—synthetic rope's cost premium may not be justifiable. The economics shift when failure consequences are minimal and environmental exposure is moderate.
With 168+ years of manufacturing experience across both synthetic and natural fiber products, Orion Cordage helps customers evaluate true lifecycle costs based on actual application requirements—not just upfront pricing.
Critical Drawback #4: Environmental Impact and Disposal Challenges
Non-Biodegradable Persistence
Synthetic ropes do not biodegrade. Instead, they fragment into progressively smaller pieces over decades or centuries, ultimately becoming microplastics that persist indefinitely in soil and marine environments.
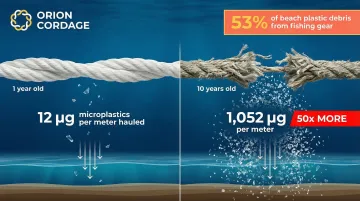
The contamination starts during active use, not just at disposal. Research on rope abrasion shows that older polypropylene ropes (10 years) release approximately 50 times more microplastic mass per meter hauled than new ropes—1,052 µg versus just 12 µg.
Key environmental impacts include:
- Aging synthetic rope actively releases microplastics during normal operation
- Synthetic fishing gear comprises 53% of plastic debris found on Alaska beaches
- Plastic microfibers from marine ropes rank as the third largest primary source of microplastic pollution by weight in the ocean
Disposal and Recycling Difficulties
Beyond the environmental impact during use, end-of-life disposal presents equally serious challenges. Recycling infrastructure for used synthetic rope remains extremely limited. Contamination from dirt, oils, saltwater, and biological fouling makes the material difficult to process.
Blended fiber constructions (polyester core with polypropylene cover, for example) separate poorly for material-specific recycling. Most retired synthetic rope ends up in landfills, where it persists for centuries, or as marine debris when lost overboard or improperly discarded.
Contrast with Natural Fiber Environmental Profile
Natural fiber ropes—manila, sisal, cotton—biodegrade completely within months to a few years, returning to soil without toxic residue. For companies with sustainability commitments, environmental compliance requirements, or operations in ecologically sensitive areas, this difference carries real operational weight.
The environmental equation is shifting. While synthetic rope's durability once seemed an unqualified advantage, the long-term persistence of non-biodegradable materials now represents a liability that forward-thinking organizations factor into procurement decisions.
Critical Drawback #5: Inspection, Maintenance, and Quality Variability
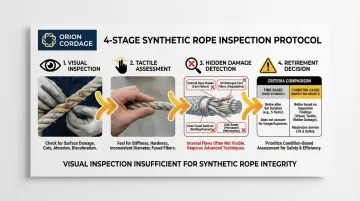
Complex Inspection Requirements
Visual and tactile inspection—the standard for natural fibre rope—provides only an estimate of synthetic rope condition. Critical damage modes remain invisible to these methods.
Hidden failure modes include:
- Internal fibre breaks from overloading
- UV degradation in core fibres beneath protective jackets
- Heat-induced fusing from friction
- Axial compression fatigue (kink bands) in jacketed constructions
The Cordage Institute CI 2001-04 standard acknowledges this limitation explicitly, noting that visual inspection cannot definitively assess synthetic rope integrity.
The standard requires retirement if melting/fusing affects 10% of yarns or if the rope has been subjected to shock loads. Detecting these conditions without destructive testing is often impossible.
Manufacturing Quality Inconsistencies
Inspection challenges are compounded by inconsistent manufacturing quality. Significant quality variation exists between manufacturers in fibre quality, construction precision, and effectiveness of UV treatments.
Manufacturer ratings for the same diameter rope can vary dramatically. A 1/2" rope might have a Minimum Breaking Strength ranging from 5,000 lbs to 11,000 lbs depending on the specific product, reflecting differences in fibre grade, construction tightness, and quality control standards.
Orion Cordage maintains consistent manufacturing standards across products, with specifications backed by over 165 years of production experience. Buyers should verify published specifications carefully when sourcing from any supplier, as cost-cutting in materials or processes can compromise rope performance and safety.
Maintenance Complexity
Beyond quality variability, synthetic ropes require more careful handling than natural fibre alternatives:
- UV protection: Avoid prolonged outdoor exposure; store indoors or under covers when not in use
- Temperature management: Keep away from heat sources, hot surfaces, and high-friction applications
- Chemical exposure: Avoid contact with acids, alkalis, and petroleum products that can degrade specific polymers
- Cleaning protocols: Use only approved cleaning methods that won't damage fibre structure
This maintenance complexity adds operational burden compared to the relatively straightforward care requirements of natural fibre ropes.
Service Life Unpredictability
Actual service life varies dramatically based on exposure conditions, usage patterns, and initial manufacturing quality. A polyester rope might last 5-7 years in moderate indoor use but only 18-24 months in continuous outdoor exposure with high UV and salt spray.
This unpredictability makes replacement schedules difficult to establish. Unlike wire rope with quantifiable wear indicators or natural fibre with visible deterioration patterns, synthetic rope often requires retirement based on conservative time-in-service limits rather than objective condition assessment.
When Synthetic Rope Is the Wrong Choice: Application-Specific Limitations
High-Heat Environments
Applications where heat exposure is frequent or unpredictable pose unacceptable failure risk for most synthetic ropes:
- Welding and fabrication areas where sparks or hot metal contact can occur
- Engine compartments with elevated ambient temperatures
- High-friction winching operations with rapid line speed
- Rigging near cutting torches, grinders, or other heat-generating tools
Regulatory guidance sets clear temperature limits. OSHA advises against using synthetic fiber rope slings at temperatures exceeding 90°C (194°F). For UHMWPE ropes, the practical limit is even lower—around 70°C (158°F) for long-term exposure.
Continuous Outdoor Exposure
Beyond heat concerns, UV exposure presents another environmental challenge. Scenarios where UV degradation will rapidly compromise rope integrity make synthetic rope economically questionable:
- Permanent outdoor installations (guy wires, fixed rigging)
- Marine deck lines left exposed between voyages
- Agricultural and ranch applications (corrals, livestock handling)
- Construction site storage without UV protection
In these applications, even UV-stabilized synthetic rope may not outlast natural fiber rope, despite costing 2-5x more.
Budget-Constrained or Non-Critical Applications
Economic considerations often override technical advantages. When natural fiber provides adequate performance at a fraction of the cost, synthetic rope's premium pricing is difficult to justify:
- Temporary tie-downs and securing loads
- Decorative or display applications
- Low-load utility uses (clotheslines, light bundling)
- Applications where rope is considered consumable/disposable
For these non-critical uses, the performance benefits of synthetic rope rarely justify the additional investment.
Making the Right Choice: Balancing Performance with Limitations
Match rope type to application requirements by understanding both advantages and limitations.
Synthetic rope excels in specific conditions:
- Strength-to-weight applications: Maximum performance where weight matters
- Wet environments: Consistent performance in marine or outdoor conditions
- Biological resistance: No rot or mildew in damp storage
It struggles in high-UV environments, high-heat applications, and situations where environmental persistence is a concern.
Orion Cordage manufactures both synthetic and natural fiber rope at facilities in the USA and Canada. With production experience since 1856, they maintain thousands of SKUs across diverse rope types.
Whether you need synthetic rope for marine applications or natural fiber for specific industrial uses, their manufacturing expertise helps match rope specifications to your operational requirements.
Frequently Asked Questions
Do synthetic ropes degrade in sunlight?
Yes, UV radiation breaks down synthetic fibers through photo-oxidative degradation. Polypropylene can lose 70-90% of its strength after 2+ years outdoors, while polyester offers the best UV resistance at approximately 0.5% strength loss per year.
What temperature can synthetic rope withstand before failing?
Temperature limits vary by material: UHMWPE (Dyneema) operates safely to 70°C, nylon to 100°C, polyester to 50°C, and polypropylene to 60°C. Friction heat from winching or high-speed applications can reach these thresholds faster than expected.
Are synthetic ropes significantly more expensive than natural fiber ropes?
Yes, synthetic ropes cost 2-5x more upfront than natural fiber alternatives. Basic polypropylene runs double the cost of manila, while UHMWPE can cost 5-10x more, plus additional lifecycle costs for specialized inspection and UV-protective storage.
How long do synthetic ropes last compared to traditional ropes in outdoor conditions?
In harsh outdoor environments with continuous sun exposure, untreated synthetic ropes require replacement in 6-24 months. UV-stabilized versions extend this to 2-4 years but may not outlast quality natural fiber ropes despite higher cost.
Can synthetic rope be recycled or does it harm the environment?
Recycling options are extremely limited—most synthetic rope ends up in landfills where it persists for centuries or fragments into microplastics. Older ropes release 50x more microplastic during use, while natural fiber alternatives biodegrade completely within months.
What are the safety risks specific to synthetic rope failure?
Synthetic ropes can fail suddenly and catastrophically when heat thresholds are exceeded, with little advance warning. Unlike natural fiber ropes that char and weaken gradually (providing visible indicators), synthetic fibers melt and fuse, creating stress concentrations that lead to instant failure under load. Internal damage from UV exposure, heat, or overloading often remains invisible to standard visual inspection.