Introduction
Picture this: a rope that's 15 times stronger than steel on a weight-for-weight basis, yet weighs only a fraction of traditional cable. That's the reality of HMPE (High-Modulus Polyethylene) rope, with Dyneema being the most recognised brand name in this category.
For decades, industrial operations have wrestled with steel cable's drawbacks: crushing weight that strains workers' backs, relentless corrosion that demands constant maintenance, and a terrifying recoil hazard that can reach 300 mph when cables snap.
These challenges cost companies thousands in maintenance, create safety risks, and slow operations.
This article breaks down the science behind HMPE and Dyneema, compares performance against steel, and helps you decide when synthetic rope fits your operation.
TLDR:
- Delivers 15x the strength-to-weight ratio of steel and weighs 85% less at equivalent strength
- Dyneema is a brand name for HMPE fiber, similar to how Kleenex relates to tissue
- Fails safely with minimal recoil, unlike steel cable that stores dangerous energy
- Resists corrosion and requires zero lubrication for lower total cost of ownership
- Best applications: marine mooring, lifting, utilities, towing where weight and safety matter
Understanding HMPE and Dyneema: The Science Behind Synthetic Strength
What is HMPE (High-Modulus Polyethylene)?
HMPE stands for High-Modulus Polyethylene, manufactured from Ultra High Molecular Weight Polyethylene (UHMWPE) through a specialised gel-spinning process. This manufacturing technique aligns extremely long molecular chains, achieving over 95% orientation, and creates high crystallinity exceeding 85%.
This molecular alignment delivers exceptional strength. When load transfers through the rope, these aligned chains distribute force efficiently along their length rather than across weak points.
The result: tensile strength reaching 42.5 cN/dtex in premium grades, far exceeding steel wire on a weight-for-weight basis.

What is Dyneema and How Does it Relate to HMPE?
Dyneema is DSM's brand name for their HMPE fiber—similar to how Kleenex is a brand name for facial tissue. When you see "Dyneema rope," you're looking at rope made from DSM's specific formulation of HMPE fiber.
Other HMPE brands include:
- Spectra (Honeywell's HMPE fiber)
- Generic UHMWPE fibers from various manufacturers
These are all part of the same HMPE material family, sharing similar molecular structures and performance characteristics, though specific formulations and manufacturing processes create subtle differences in strength, creep resistance, and durability.
Different Grades of Dyneema Fiber
Not all Dyneema is identical. DSM produces several grades, each engineered for specific performance requirements:
| Grade | Tenacity | Key Advantage | Best Applications |
|---|---|---|---|
| SK75 | 35.1 cN/dtex | Versatile workhorse with proven durability | General ropes, nets, lifting gear |
| SK78 | 35.1 cN/dtex | 3x better creep resistance than SK75 | Mooring lines, offshore lifting, permanent installations |
| SK99 | 42.5 cN/dtex | 20% stronger than SK78 | Performance sailing, critical heavy-lift where weight matters |
| DM20 | 34 cN/dtex | Virtually zero permanent elongation | Subsea tethers, draglines, static mooring |
The evolution from SK75 to newer grades reflects decades of fiber engineering. SK78 delivers 4 times the creep lifetime of generic HMPE, making it the preferred choice for permanent mooring and offshore applications where ropes remain under tension for months or years.
Manufacturing Process and Quality Factors
How rope manufacturers process raw fiber determines real-world performance:
- Fiber orientation: Precise alignment during braiding maximises strength
- Braiding technique: 12-strand constructions balance strength with flexibility
- Pre-stretching: Removes initial elongation, stabilising the rope for working loads
- Quality control: Consistent tension during manufacturing prevents weak spots
Domestic manufacturing ensures tighter quality control than offshore production. Inconsistent offshore processes can create strength variations within the same product batch, while North American facilities with decades of rope-making experience maintain consistent quality standards.
Bio-Based and Sustainable HMPE Options
DSM has introduced bio-based Dyneema manufactured from renewable ethylene derived from wood pulp waste. These fibers maintain identical technical specifications to petroleum-based versions while reducing CO2 emissions by 29 metric tons per metric ton of fiber compared to generic HMPE.
For operations with sustainability mandates, bio-based HMPE delivers environmental benefits without sacrificing performance.
Steel vs HMPE: Comprehensive Property Comparison
Strength-to-Weight Ratio: The Game Changer
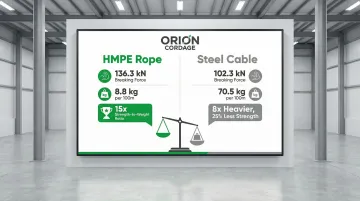
At 12mm diameter, HMPE rope delivers 136.3 kN breaking force while weighing just 8.8 kg per 100 meters. Steel wire at the same diameter? 102.3 kN breaking force but 70.5 kg per 100 meters—nearly 8 times heavier.
12mm Diameter Comparison:
- HMPE: 136.3 kN breaking force, 8.8 kg/100m
- Steel: 102.3 kN breaking force, 70.5 kg/100m
- Steel delivers 25% less strength at 8x the weight
24mm Diameter Comparison:
- HMPE: 436.4 kN breaking force, 32.4 kg/100m
- Steel: 337.9 kN breaking force, 215.4 kg/100m
- Steel delivers 23% less strength at 6.6x the weight
BW Shipping documented a 50% reduction in mooring time—from 80 minutes to 40 minutes—after switching to HMPE. Lighter rope means faster handling by smaller crews.
Corrosion and Environmental Resistance
Beyond weight advantages, HMPE eliminates the maintenance burden that plagues steel wire rope in harsh environments.
Steel wire rope demands constant maintenance. Salt water, humidity, and industrial chemicals attack the metal, requiring regular lubrication to slow corrosion. Even with maintenance, rust weakens the cable and shortens service life.
HMPE's chemical resistance changes the maintenance equation entirely:
- Chemically inert and hydrophobic—doesn't absorb water
- Zero corrosion from salt water or industrial fluids
- No lubrication required
- No rust or chemical degradation
Maintenance cost impact: BW Shipping saved $20,000 to $50,000 per vessel every two years by eliminating lubrication and refurbishment costs after switching to synthetic mooring lines.
Flexibility and Handling Characteristics
Steel cable is stiff, prone to kinking, and forms sharp "fish hooks" when individual wires break—creating puncture and cut hazards for handlers.
Its rigidity makes coiling difficult and increases worker fatigue during installation.
HMPE rope is flexible and torque-free. It coils smoothly, won't kink, and handles like traditional rope. Workers can manage it without heavy gloves, reducing hand fatigue and improving grip during critical operations.
Elongation, Creep, and Load Behaviour
Elastic stretch: HMPE exhibits low elongation—typically under 1% at 30% of breaking strength. When load releases, the rope returns to its original length.
Creep: Under sustained static loads, HMPE can experience permanent elongation (creep). This matters for applications like permanent mooring where ropes stay under tension for months. Modern grades like SK78 and DM20 are specifically engineered to minimize creep, with DM20 offering virtually zero permanent elongation.
Steel has minimal creep but higher elastic elongation under load, which can be advantageous in shock-loading scenarios.
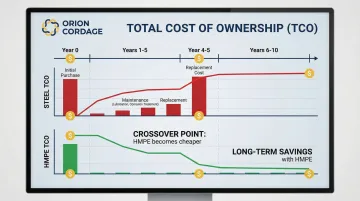
Cost Analysis: Initial Investment vs Total Cost of Ownership
HMPE commands a higher purchase price—often 2-3x the cost of equivalent steel cable. But initial price doesn't tell the full story.
Total Cost of Ownership factors:
- Service life: HMPE lasts 10+ years in marine applications; steel lasts 4-5 years
- Maintenance: HMPE requires zero lubrication; steel needs regular treatment
- Replacement frequency: Longer HMPE life means fewer replacements
- Labor: Lighter weight reduces crew size and installation time
- Downtime: Less frequent replacement means more operational hours
In demanding environments where corrosion accelerates steel degradation, HMPE's TCO advantage becomes overwhelming within the first replacement cycle.
Key Advantages of HMPE Rope Over Steel Cable
Safety Benefits: Reduced Recoil and Injury Risk
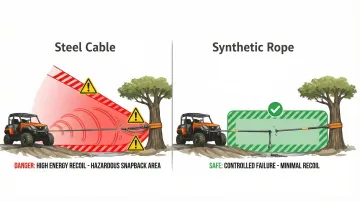
When steel cable breaks under tension, it stores tremendous elastic energy. That energy releases at speeds up to 300 mph, creating a lethal snapback zone that can cause amputations, crushing injuries, and fatalities.
HMPE's low mass and minimal elongation mean it stores far less energy. When it fails, it drops rather than snapping back violently. This linear failure behaviour drastically reduces the injury risk zone.
Additional safety advantages:
- No sharp wire "fish hooks" that cut and puncture
- Lighter weight reduces back strain and handling injuries
- Easier to control during installation, reducing struck-by hazards
Operational Efficiency Gains
These safety advantages translate directly into operational gains. HMPE delivers measurable productivity improvements:
- Faster installation: Lighter rope deploys quicker with smaller crews
- Reduced equipment strain: Less weight on winches, cranes, and handling gear
- Improved manoeuvrability: Flexibility allows routing through tighter spaces
- Floating capability: HMPE floats on water, preventing propeller entanglement
Weight Savings and Transportation Benefits
Every kilogram removed from rigging and mooring equipment translates to fuel savings. In marine racing applications, every kilogram saved in rigging reduces ballast requirements by approximately 7 kg.
For commercial operations, lighter rope means:
- More payload capacity on transport vehicles
- Lower shipping costs
- Reduced fuel consumption during transport
- Easier handling at remote job sites
Applications of HMPE and Dyneema Across Industries
Marine and Offshore Applications
HMPE has transformed modern marine operations across multiple applications.
Mooring Systems
Dyneema SK78 is type-approved by ABS and Bureau Veritas for mobile drilling units, replacing steel wire in permanent and semi-permanent mooring systems. Working load capacities range from 50 to 500+ metric tons depending on diameter and construction.
Towing Operations
Synthetic tow lines offer critical advantages:
- Buoyant properties eliminate propeller entanglement risk
- Flexible construction speeds connection and disconnection
- Significantly safer handling than heavy steel wire
Commercial Fishing
Lighter nets and trawl warps cut fuel consumption while allowing smaller vessels to handle larger gear.
Industrial Lifting and Rigging
HMPE slings have transformed heavy-lift operations in construction, manufacturing, and energy sectors.
| Performance Factor | HMPE Advantage |
|---|---|
| Breaking strength | Up to 15x stronger than steel by weight |
| Handling | Easier to manoeuvre around loads |
| Safety standards | ASME B30.9 (5:1 design factor), ASME B30.30, OSHA compliant |
The combination of extreme strength and light weight makes HMPE ideal for critical lift operations where both performance and crew safety matter.

Construction and Utilities
HMPE delivers specific advantages for construction and utility work:
- Flexibility and light weight simplify cable pulling through conduit and underground installations
- Non-conductive properties provide critical safety when working near power lines and substations
- Reduced weight cuts crew fatigue during long shifts
- Single workers can handle tasks that previously required teams
Towing and Recovery Operations
Off-road enthusiasts and commercial recovery operators have widely adopted synthetic winch lines. They're safer when they break and easier to handle than steel cable.
First responders benefit from quick deployment and reduced injury risk during high-stress emergency towing situations.
Specialized Industrial Applications
Beyond these core applications, HMPE serves specialized industrial needs across fall protection, telecom installations, government projects, and defense applications.
Orion Cordage manufactures thousands of HMPE and synthetic rope SKUs for these varied industrial requirements. With manufacturing facilities in both the USA and Canada, the company delivers consistent quality with tight lead times—critical for operations that depend on reliable cordage performance.
Choosing Between Steel and HMPE: Decision Framework
When Steel Cable Still Makes Sense
HMPE isn't always the answer. Steel remains superior in specific scenarios:
High-temperature environments: HMPE melts around 144-152°C and shouldn't be used for continuous exposure above 70°C. Steel withstands extreme heat without degradation.
Severe abrasion: While HMPE has good abrasion resistance, steel better withstands crushing forces and cutting from sharp edges in mining and aggressive construction environments.
Budget constraints: For short-term applications where long-term TCO doesn't matter, steel's lower initial cost may be the deciding factor.
Fire hazards: Steel won't burn; HMPE will melt and lose strength when exposed to flame.
Where HMPE Outperforms Steel
Specify HMPE when these factors dominate your decision:
- Weight concerns: Transportation limits, handling by small crews, or payload capacity
- Corrosion exposure: Marine, coastal, or chemical environments
- Handling frequency: Operations requiring frequent rope deployment and retrieval
- Safety priorities: Reducing snapback hazards and handling injuries
- Flexibility needs: Routing through tight spaces or around obstacles
Selecting the Right Rope Supplier
Material selection is only part of the equation. The right supplier helps you specify rope construction, diameter, and grade for your specific application.
Look for manufacturers who:
- Ask detailed questions about load requirements and environmental conditions
- Provide testing data and compliance documentation
- Offer domestic manufacturing with consistent quality control
- Have deep application experience across your industry
Orion Cordage takes a problem-solving approach, starting with your operational challenges rather than pushing products. With manufacturing facilities in the USA and Canada and 168 years in the industry, they've developed solutions for nearly every application scenario—from fall protection to commercial marine to power utility work.

Maintenance, Care, and Safety Considerations
Inspection and Maintenance Best Practices
HMPE requires less maintenance than steel but still demands regular inspection to ensure safe operation.
Inspection schedule:
- Before each use: Visual check for obvious damage
- Monthly: Detailed inspection for working ropes
- Annually: Comprehensive inspection with documentation
Signs of wear requiring retirement:
- Diameter reduction exceeding 10%
- Abrasion that exposes core fibers
- Glazing or melting from heat exposure
- Discoloration indicating UV or chemical damage
- Cut or severed strands
- Stiffness or hardening of fibers
Once inspection is complete, proper storage extends rope life.
Storage best practices:
- Keep rope clean and dry
- Store out of direct sunlight when not in use
- No lubrication required (unlike steel wire rope)
Safe Handling and Use Guidelines
Proper handling techniques protect rope integrity and prevent premature failure:
Splicing and termination:
- Use manufacturer-approved splicing methods only
- Improper splices reduce breaking strength by 50% or more
- Consider factory-spliced terminations for critical applications
Environmental protection:
- UV exposure: Use protective jackets in high-sun environments despite Dyneema's UV resistance
- Heat and friction: Avoid running rope over sharp edges or allowing it to rub under load
- Chemical contact: Consult manufacturer guidelines before exposing to chemicals (strong oxidizing agents cause degradation)
Understanding Working Load Limits and Safety Factors
Minimum Breaking Load (MBL): The manufacturer's specified breaking strength under ideal conditions.
Working Load Limit (WLL): The maximum load approved for the rope in service, calculated by dividing MBL by a safety factor.
Common safety factors:
- Lifting operations: 5:1 (per ASME B30.9)
- General industrial use: 5:1 to 12:1 depending on risk
- Marine mooring: Varies by application; OCIMF MEG4 provides specific guidelines
Never exceed the WLL. The safety factor accounts for variables like shock loading, wear, UV exposure, and manufacturing tolerances that can reduce actual breaking strength below the rated MBL.
Frequently Asked Questions
What makes Dyneema rope stronger than steel cable?
Dyneema's ultra-long polyethylene chains, aligned through gel-spinning, distribute load more efficiently than steel's crystalline structure. This delivers up to 15 times the tensile strength of steel wire on a weight-for-weight basis.
Is HMPE rope the same thing as Dyneema?
HMPE (High-Modulus Polyethylene) is the material; Dyneema is DSM's brand name for their HMPE fiber. Think of it like Kleenex and tissue—same material family with slight formulation differences between brands.
What are the main disadvantages of synthetic rope compared to steel?
Higher initial cost, heat sensitivity (melts around 150°C), UV degradation, and lower abrasion resistance in extreme conditions. HMPE also experiences creep under sustained loads, though modern grades minimise this.
How long does Dyneema rope last compared to steel cable?
In marine mooring applications, Dyneema typically lasts 10+ years versus 4-5 years for steel wire. Service life depends heavily on application, UV exposure, abrasion, and maintenance practices.
Can HMPE and Dyneema ropes be used for critical lifting applications?
Yes, with proper specifications and certifications. HMPE slings must meet ASME B30.9 and B30.30 standards, typically requiring 5:1 safety factors. Many manufacturers offer certified slings with documented breaking strengths.
Which industries benefit most from switching to HMPE ropes?
Marine and offshore operations see the greatest benefits due to corrosion resistance and weight savings. Utilities benefit from dielectric properties. Construction, towing, and any application where weight, handling safety, or corrosion are priorities also gain significant advantages.