Introduction: Why Understanding Working Load vs Tensile Strength Matters
Misunderstanding the difference between tensile strength and Working Load Limit (WLL) causes rope failures and workplace accidents across industrial settings. OSHA investigations into crane failures consistently cite misunderstanding these specifications as a primary factor in catastrophic equipment failures and fatalities.
The critical safety principle is straightforward: tensile strength tells you when a rope breaks; working load tells you how to use it safely.
Many operators mistakenly select rope based on tensile strength alone, treating it as a safe operating limit rather than a theoretical maximum measured under ideal laboratory conditions. This fundamental error eliminates the safety margin designed to protect against real-world variables:
- Wear and abrasion from regular use
- Strength reduction from knots and splices
- Shock loads from sudden impacts
- Environmental degradation (UV exposure, chemicals, moisture)
This operating error has serious consequences. According to industry warnings from major rope manufacturers, ropes operated near their tensile strength have dramatically higher failure rates. Understanding the difference between these specifications—and respecting the safety factors that bridge them—is essential for preventing accidents and ensuring rope longevity.
TLDR: Key Takeaways
- Tensile strength: maximum force new rope withstands before breaking (lab-tested)
- WLL typically ranges from 15-25% of tensile strength (general use) or ≤10% (life-safety)
- Safety factors (5:1 to 10:1) account for wear, knots, environmental conditions, and unknowns
- Knots reduce rope strength by 35-50%; splices retain 80-90% of capacity
- Always operate within manufacturer-stated WLL—never approach tensile strength limits
What Is Tensile Strength (Breaking Strength)?
Tensile strength, also called Minimum Breaking Strength (MBS) or breaking strength, represents the force at which a new, unused rope fails under controlled laboratory testing. This measurement establishes a baseline for rope performance but does not represent a safe working capacity.
Testing follows standardized protocols such as:
- ISO 2307 (2019): Determines breaking force, elongation, and linear density through continuous pull testing
- ASTM D4268: Standard test methods for fiber rope tensile properties
- Cordage Institute CI 1500: North American benchmark for rope physical properties
These standardized tests ensure consistency across the industry. Manufacturers publish average tensile strength values, with minimum tensile strength typically 20% lower than the average to account for normal manufacturing variation.
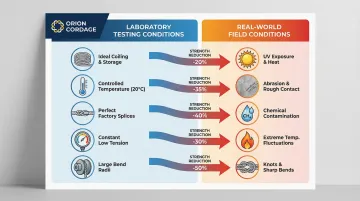
Laboratory vs. Real-World Conditions
Laboratory testing creates ideal conditions that rarely exist in the field.
Laboratory conditions designed to maximize rope performance:
- New, pristine rope with no prior use or damage
- Specialized terminations (splices or resin sockets) that maximize strength
- Controlled temperature and humidity
- Slow, steady tension application with no shock loading
- Large-diameter capstans that minimize bending stress
By contrast, field conditions that reduce actual strength:
- UV exposure that degrades synthetic fibres over time
- Abrasion from rough surfaces and repeated use
- Moisture absorption that weakens certain fibre types
- Chemical exposure from oils, solvents, or corrosive environments
- Temperature extremes (synthetic fibres weaken above 140°F/60°C)
- Knots and improper terminations that create stress concentration points
Why Tensile Strength Is Not a Safe Working Guide
Tensile strength represents the point of complete failure, not usable capacity. Treating it as a working limit eliminates all safety margins and ignores variables that reduce actual rope strength below laboratory ratings.
Key factors that lower the actual breaking point:
- Age and use history (fatigue accumulation)
- Termination method (knots vs. splices can reduce strength by 50%)
- Environmental degradation (UV, chemicals, heat)
- Dynamic loading conditions (shock loads multiply static forces)
Research from the Cordage Institute confirms that ropes operated near tensile strength experience exponentially higher failure rates. The safety factor between tensile strength and WLL exists precisely because manufacturers cannot control or predict every variable in field conditions.
What Is Working Load Limit (WLL)?
Working Load Limit is the maximum load that should be applied to rope during normal use to ensure safety and longevity. Unlike tensile strength, WLL accounts for real-world variables and provides a predictable, safe operating range.
The fundamental formula: WLL = Tensile Strength ÷ Safety Factor
WLL is not a fixed percentage. It varies based on application risk, environmental conditions, and regulatory requirements.
The Purpose of Working Load Limits
WLL provides a safety buffer that accounts for variables rope manufacturers cannot control:
- Application type (static vs. dynamic loading)
- Environmental exposure (UV, chemicals, temperature)
- Maintenance quality and inspection frequency
- Operator skill and training level
- Age and service history of the rope
This margin between working load and breaking strength extends rope service life. It also provides protection against unexpected forces or worn conditions.
Important: WLL assumes proper inspection, maintenance, and retirement procedures are followed. A rope in poor condition may not safely support even its rated WLL.
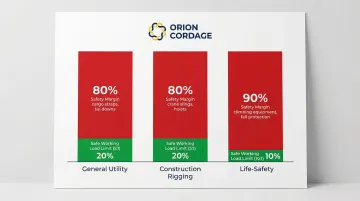
Industry Standard Working Load Ranges
WLL percentages vary significantly by application risk:
| Application Type | WLL Range | Safety Factor | Common Uses |
|---|---|---|---|
| General utility | 15-25% of tensile strength | 4:1 to 7:1 | General rigging, material handling, non-critical lifting |
| Life-safety | 10% or less | 10:1 or higher | Fall protection, rescue operations, personnel lifting |
| Construction rigging | ~20% | 5:1 | Structural lifting, equipment hoisting |
| Marine mooring | Variable | Varies by vessel | Dock lines, anchor lines (depends on vessel size and conditions) |
| Fall protection systems | 10% or less | 10:1 to 15:1 | Personal fall arrest, climbing systems |
Manufacturers like Orion Cordage test and rate ropes according to these industry-specific safety standards, ensuring products meet the rigorous demands of each application.
Understanding Safety Factors: The Bridge Between Tensile Strength and WLL
Safety factor is the ratio between tensile strength and working load limit. A 5:1 safety factor means WLL is 20% of tensile strength; a 10:1 factor means WLL is 10% of tensile strength.
Mathematical relationship: $$\text{Safety Factor} = \frac{\text{Tensile Strength}}{\text{Working Load Limit}}$$
Why Safety Factors Vary by Application
Different applications require different safety margins based on risk level and operating conditions.
Low-risk applications typically use 4:1 to 5:1 safety factors when these conditions exist:
- Static loads with predictable forces
- Controlled environments with minimal degradation
- Frequent inspection and maintenance
- Experienced operators
- Non-critical applications where failure doesn't risk life
High-risk applications require 10:1 to 15:1 safety factors due to:
- Human life safety (fall protection, rescue)
- Shock loading potential (dynamic forces)
- Harsh environmental conditions
- Infrequent inspection opportunities
- Critical infrastructure where failure has severe consequences
ASME B30.30 standards mandate specific design factors:
- Running ropes (moving over sheaves): Minimum 5:1
- Standing ropes (pendants, guy lines): Minimum 4:1
- Life-safety applications: 10:1 or higher
How Manufacturers Determine Safety Factors
Manufacturers consider multiple factors when establishing safety factors:
- Fiber type and material properties
- Construction method (braided, twisted, parallel core)
- Intended application and typical use conditions
- Regulatory requirements (OSHA, ASME, marine standards)
- Historical performance data and failure analysis
Orion Cordage, with 168 years of manufacturing experience, designs and tests thousands of rope SKUs in their own USA and Canada facilities.
This extensive testing establishes conservative, reliable safety factors across diverse applications—from industrial rigging to marine mooring to fall protection systems.
Factors That Reduce Working Load Capacity
Even properly calculated WLL applies only to rope in ideal condition. Real-world factors immediately reduce safe working capacity.
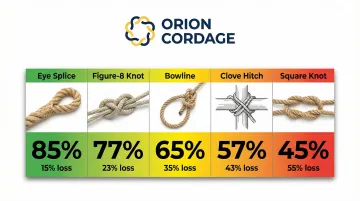
The Impact of Knots on Rope Strength
Knots create stress concentration points where fibres bend sharply, effectively cutting the rope internally under load. This dramatically reduces tensile strength.
Different knots affect strength retention differently:
| Knot Type | Strength Retention | Strength Loss |
|---|---|---|
| Bowline | 63-67% | 33-37% |
| Figure-8 | 75-80% | 20-25% |
| Clove Hitch | 55-60% | 40-45% |
| Square Knot | 40-50% | 50-60% |
| Eye Splice (properly executed) | 80-90% | 10-20% |
As a general guideline, most knots reduce tensile strength by approximately 50%. Figure-8 knots perform better, retaining 75-80% of original strength.
When using knots, first calculate the reduced tensile strength, then apply your safety factor to that reduced value—not to the original rated strength.
Bending and Bend Radius Effects
Running rope over pins, sheaves, or thimbles that are too small increases internal fibre stress and accelerates wear. The bend diameter-to-rope diameter ratio (D/d ratio) directly impacts both strength and service life.
Recommended bend radius guidelines:
- Optimal performance: D/d ratio of 8:1 to 10:1 or higher
- Minimum acceptable: D/d ratio of 6:1 (with reduced service life)
- Below 6:1: Rapid strength degradation and premature failure
Larger bend radii preserve both strength and longevity by distributing stress more evenly across fibres and reducing internal friction.
Environmental and Usage Degradation
Multiple environmental factors cumulatively reduce rope strength over time:
UV exposure
- Breaks down synthetic fibres through UV breakdown
- Nylon is particularly susceptible; polyester more resistant
- Small-diameter ropes degrade faster due to higher surface-area-to-volume ratio
- Strength loss occurs long before visible signs appear
Heat damage
- Nylon and polyester: Strength loss begins above 140°F (60°C)
- Critical damage/melting: Contact temperatures around 194°F (90°C)
- HMPE (high-modulus polyethylene): Lower melting point requires careful heat management
Chemical exposure
- Acids attack nylon fibres
- Alkalis attack polyester fibres
- Visual signs include discoloration, stiffness, or fibre fusion
- Chemical damage may not be visible until rope fails
Abrasion
- Surface fibre damage from friction against rough surfaces
- Internal wear from flexing over sheaves
- Reduces effective cross-sectional area and strength
These factors compound over time. Regular inspection is critical for maintaining safe WLL throughout service life.
Shock Loading: The Hidden Danger
Beyond gradual degradation, sudden forces pose immediate danger. Shock loading occurs when force is applied suddenly rather than gradually, generating loads several times higher than the static weight being lifted or secured.
Shock loading happens in situations such as:
- Dropped loads that suddenly engage the rope
- Sudden stops during lowering operations
- Dynamic movements in marine applications (waves, vessel movement)
- Vehicle recovery with rapid tension application
The risk: Shock loads can instantaneously exceed WLL and even approach tensile strength, causing immediate failure even though the static weight is well within rated capacity.
To protect against shock loading, never expose rope to shock loads. Where shock loading is unavoidable, reduce WLL proportionally (often to 50% or less of standard WLL) or increase safety factors to 10:1 or higher.

How to Calculate Working Load Limit from Tensile Strength
Calculating working load limit (WLL) from tensile strength is straightforward once you understand the safety factor principle. This calculation ensures you're using rope within safe parameters for your specific application.
Basic formula:
WLL = Tensile Strength ÷ Safety Factor
Practical example:
- Rope tensile strength: 10,000 lbs
- Application: General industrial rigging
- Required safety factor: 5:1
- Calculation: 10,000 lbs ÷ 5 = 2,000 lbs WLL
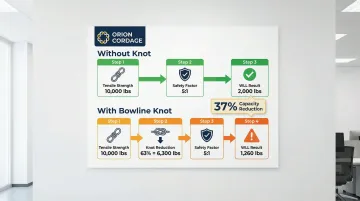
Adjusting for Knots
Knots significantly reduce rope strength, requiring an additional calculation step before applying your safety factor.
Step-by-step process:
- Determine original tensile strength
- Calculate reduced strength after knot (tensile strength × knot efficiency %)
- Apply safety factor to reduced strength
Example with knot:
- Original tensile strength: 10,000 lbs
- Knot used: Bowline (retains 63% of strength)
- Reduced tensile strength: 10,000 lbs × 0.63 = 6,300 lbs
- Safety factor: 5:1
- Calculation: 6,300 lbs ÷ 5 = 1,260 lbs WLL
The impact is substantial. Using a bowline knot reduces safe working capacity from 2,000 lbs to 1,260 lbs—a 37% reduction. This demonstrates why splices are strongly preferred over knots in critical applications.
Rope Selection Guide: Matching Specifications to Your Application
Start by understanding your requirements, then work backward to determine necessary specifications.
Selection process:
- Identify maximum load - Determine the heaviest weight or greatest force the rope will experience
- Determine appropriate safety factor - Based on application risk level (5:1 for general use, 10:1 for life-safety)
- Calculate required tensile strength - Multiply maximum load by safety factor
- Account for strength reducers - If using knots, increase required tensile strength proportionally
- Consider environmental factors - Select fiber type resistant to UV, chemicals, or temperature extremes in your application
- Evaluate termination methods - Plan for splices rather than knots where possible
Example selection:
- Maximum load: 2,000 lbs
- Application: Construction rigging (5:1 safety factor)
- Termination: Eye splice (90% efficiency)
- Required tensile strength: (2,000 lbs × 5) ÷ 0.90 = 11,111 lbs minimum
For complex applications where multiple variables intersect, consult with experienced manufacturers.
Orion Cordage maintains technical specifications for thousands of rope SKUs across their USA and Canada manufacturing facilities, providing application-specific guidance for demanding industrial, marine, and rigging environments.
Testing Standards and Quality Assurance
Rope manufacturers and end-users rely on standardized testing protocols to ensure consistent, reliable tensile strength measurements. These standards protect workers and equipment by establishing verifiable benchmarks for rope performance.
Key testing standards:
- ASTM D4268: Standard test methods for fiber rope tensile properties and elongation
- ISO 2307: International standard for determining breaking force and physical properties
- Cordage Institute CI 1500: North American benchmark for rope testing and specifications
Proof Loading vs. Periodic Inspection
These testing standards inform two distinct quality assurance approaches:
Proof loading verifies new rope meets specifications by loading to a percentage of rated capacity (often 2x WLL for slings). This validates manufacturing quality and termination integrity, but provides only a snapshot in time—it can't predict future fatigue life or detect gradual degradation.
Periodic inspection assesses rope condition over its service life through visual and tactile examination. This approach identifies wear, damage, and degradation that proof loading cannot detect, and is required by OSHA and ASME standards at regular intervals.
Manufacturers like Orion Cordage conduct rigorous quality control throughout production at their USA and Canada facilities, with batch testing to verify compliance with published specifications before products reach customers.
Common Mistakes to Avoid
Even experienced operators can make critical errors when working with rope systems. Here are the most common mistakes that compromise safety and lead to equipment failure:
Using tensile strength as a working guide:
- Selecting rope where tensile strength barely exceeds the expected load leaves zero safety margin—any degradation, knot, or dynamic force causes failure. Always calculate and respect manufacturer WLL ratings.
Failing to account for knot strength reduction:
- Calculating WLL from full tensile strength while using knots in the system means actual working capacity may be 50% less than expected. First reduce tensile strength by knot efficiency, then apply your safety factor.
Extending service life beyond safe limits:
- Continuing to use rope showing wear, UV damage, or degradation means actual breaking strength has decreased while you're still applying loads based on original WLL. Retire rope based on inspection findings, not cost considerations.
Ignoring shock loading: Assuming static WLL applies to dynamic situations is dangerous—brief force spikes exceed WLL and cause sudden failure. Reduce WLL or increase safety factors where shock loading is possible.
Improper storage: Storing rope in direct sunlight, near chemicals, or high-temperature areas accelerates degradation and reduces strength before the rope even enters service. Store in cool, dry, dark locations away from contaminants.
Frequently Asked Questions
How do you calculate the breaking strength of a rope?
Breaking strength (tensile strength) is determined through standardised laboratory testing per ASTM D4268, where new rope samples are loaded to failure under controlled conditions. Manufacturers publish these ratings in product specifications.
How do you determine a rope's working load limit from its breaking strength?
Use the formula WLL = Tensile Strength ÷ Safety Factor. The appropriate safety factor depends on application risk: general utility uses 5:1, while life-safety applications require 10:1 or higher.
What safety factor should I use for my application?
General industrial rigging uses 5:1, standing ropes use 4:1, and life-safety applications require 10:1 or higher. Use higher factors (8:1 to 12:1) for shock loading, harsh environments, or infrequent inspection.
How much does a knot reduce rope strength?
Most knots reduce strength by 35-50%. Bowlines retain about 63-67% of strength, figure-8 knots retain 75-80%, and poorly tied knots can reduce strength by more than 50%. Properly executed eye splices retain 80-90% of strength.
Can I use tensile strength as my working limit?
No. Tensile strength represents catastrophic failure under ideal laboratory conditions. Real-world factors (knots, wear, environmental degradation, shock loading) reduce actual capacity. Always work within manufacturer-stated WLL.
How often should I inspect rope to maintain safe working loads?
OSHA requires annual inspection minimum, but ASME B30.30 standards demand more frequent inspection—daily for running ropes or severe service, monthly for moderate use. Inspection frequency should match usage intensity and environmental exposure.